
Nordstone is one of the trusted Shell & Tube Heat Exchangers manufacturers in Italy, delivering high-performance thermal solutions backed by over 20 years of engineering and manufacturing expertise.
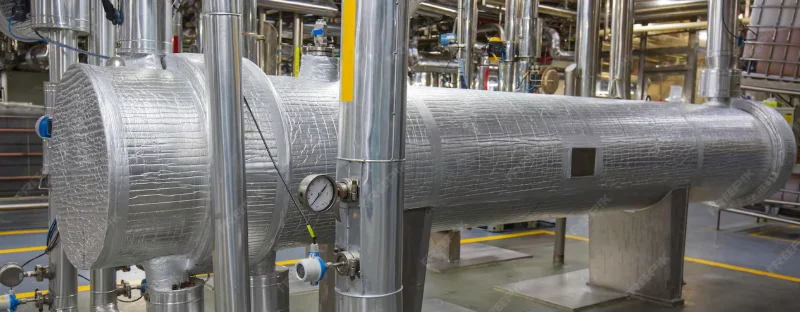
Designed for demanding industrial environments, our shell and tube heat exchangers provide efficient heat transfer, reliable operation, and long service life across a wide range of applications. Industries such as oil & gas, petrochemical, power generation, marine, food processing, pharmaceutical, and chemical manufacturing rely on our custom-engineered systems to maintain process efficiency and operational safety.
At Nordstone, every heat exchanger is manufactured using premium-grade materials and advanced fabrication techniques to withstand extreme temperatures, high pressures, and corrosive operating conditions. Our experienced engineering team works closely with clients to develop customized solutions that meet precise process requirements and international industry standards. From design and manufacturing to testing and quality assurance, every stage is carefully monitored to ensure superior performance and reliability.
Our modern manufacturing facility is equipped to produce shell and tube heat exchangers in various configurations, sizes, and material grades. We focus on delivering energy-efficient solutions that help businesses optimize thermal performance, reduce maintenance costs, and improve productivity. With a strong commitment to quality, innovation, and customer satisfaction, Nordstone continues to support industrial projects throughout Italy and international markets.
Whether you require a standard unit or a fully customized heat exchange system, our team is ready to provide expert guidance and dependable manufacturing solutions. For project inquiries, technical assistance, or customized designs, please visit our internal contact page: Contact Us.
Frequently Asked Questions (FAQs)
1. What is a shell and tube heat exchanger?
A shell and tube heat exchanger is a heat transfer device that uses a series of tubes enclosed within a shell to transfer heat between two fluids efficiently.
2. What industries use shell and tube heat exchangers?
They are widely used in oil & gas, chemical processing, power plants, marine, food processing, pharmaceutical, and manufacturing industries.
3. Why are shell and tube heat exchangers preferred in industrial applications?
They offer high thermal efficiency, durability, easy maintenance, and the ability to handle high-pressure and high-temperature conditions.
4. Can Nordstone manufacture custom shell and tube heat exchangers?
Yes. Nordstone designs and manufactures customized heat exchangers based on specific process requirements, operating conditions, and industry standards.
5. What materials are used in shell and tube heat exchangers?
Common materials include carbon steel, stainless steel, duplex stainless steel, titanium, copper alloys, and nickel-based alloys.
6. How do I choose the right shell and tube heat exchanger?
Selection depends on operating temperature, pressure, fluid characteristics, flow rate, heat duty, and installation requirements.
7. Are your heat exchangers suitable for corrosive environments?
Yes. We manufacture heat exchangers using corrosion-resistant materials for demanding industrial environments.
8. What standards do your heat exchangers comply with?
Our products are manufactured according to relevant international standards and customer specifications, ensuring quality and safety.
9. What is the expected lifespan of a shell and tube heat exchanger?
With proper maintenance and operating conditions, shell and tube heat exchangers can provide reliable service for many years.
10. How often should a shell and tube heat exchanger be inspected?
Inspection schedules depend on operating conditions, but regular inspections help maintain efficiency and prevent unexpected downtime.
11. Can shell and tube heat exchangers operate under high pressure?
Yes. They are specifically designed to handle high-pressure industrial processes safely and efficiently.
12. What are the advantages of custom-designed heat exchangers?
Custom designs improve thermal efficiency, optimize space utilization, enhance process performance, and reduce operating costs.
13. Do you provide heat exchangers for power generation facilities?
Yes. Nordstone manufactures heat exchangers suitable for power plants and energy production facilities.
14. How is product quality ensured during manufacturing?
Every unit undergoes strict quality control procedures, inspections, and testing to verify performance, safety, and reliability.
15. How can I request a quotation for a shell and tube heat exchanger in Italy?
You can contact our engineering team through the Contact Us page to discuss your project requirements and receive a customized quotation.
Supportive Keywords Used Naturally: Shell & Tube Heat Exchangers Italy, Industrial Heat Exchangers, Custom Heat Exchanger Manufacturer, Heat Transfer Equipment, High Pressure Heat Exchangers, Thermal Processing Equipment, Stainless Steel Heat Exchangers, Industrial Cooling Systems, Process Heat Exchangers, Energy Efficient Heat Exchangers.